शुन्हो फैक्ट्री उच्च गुणवत्ता वाली मशीनों और विश्वसनीय बिक्री के बाद समर्थन प्रदान करता है। यहाँ एक त्वरित मार्गदर्शिका है कि आप अपने समस्या निवारण में मदद करें स्वत: मेलामाइन वेयर पॉलिशिंग मशीन और इसे सुचारू रूप से चलाते रहें। यदि निष्कर्षण (सामग्री पिक-अप) प्रणाली काम नहीं कर रहा है, इस मुद्दे का निदान और ठीक करने के लिए इन सरल चरणों का पालन करें। चरण 1: सक्शन रेल पर लोहे की चादर की जाँच करें सक्शन रेल पर दो लोहे की चादर का निरीक्षण करें। वे मशीन के सेंसर के साथ बातचीत करते हैं, इसलिए उनका संरेखण महत्वपूर्ण है। सक्शन असेंबली पर तांबे की चादर के नीचे से लोहे की चादर के नीचे से दूरी को मापें: यह 22-22 होना चाहिए। 5 सेमी। - यदि दूरी 22 से अधिक है। 5 सेमी, सामग्री पिक-अप स्थिति बंद हो सकती है। - यदि यह 22 सेमी से कम है, तो सक्शन असेंबली शीर्ष पर पहुंच सकती है और क्षतिग्रस्त हो सकती है। चरण 2: रिले का परीक्षण करें सेंसर से जुड़े रिले की जाँच करें। जब लोहे की चादर निष्कर्षण के दौरान (22-22। 5 सेमी रेंज के भीतर) के दौरान बढ़ जाती है, तो रिले को हल्का होना चाहिए, जो इसे काम करने का संकेत देता है। - यदि रिले प्रकाश नहीं करता है, तो उसे प्रतिस्थापन की आवश्यकता हो सकती है। इन चरणों का पालन करके, आप जल्दी से सामग्री पिक-अप मुद्दों को हल कर सकते हैं और अपनी मशीन को कुशलता से चालू रख सकते हैं। आगे की सहायता के लिए, हमारी सहायता टीम से संपर्क करें - हम यहां मदद करने के लिए हैं!मोबाइल: 86-159 0599 6312 (सुश्री शेल्ली)ईमेल: machine@hongancn.com...
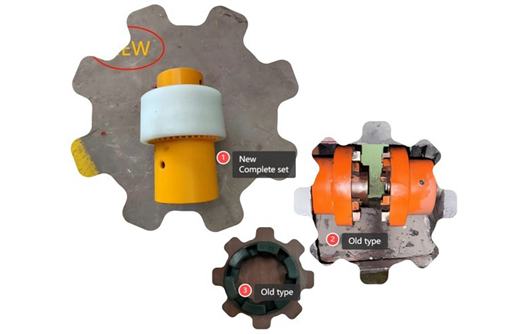
मेलामाइन टेबलवेयर के उत्पादन के लिए, स्वचालित मेलामाइन टेबलवेयर मेकिंग मशीन को बनाए रखना अच्छी स्थिति में महत्वपूर्ण है। मशीन के विभिन्न हिस्सों में, युग्मन एक महत्वपूर्ण भूमिका निभाता है। यह मोल्डिंग मशीन के संचालन के दौरान एक सदमे अवशोषक के रूप में कार्य करते हुए मोटर और तेल पंप को जोड़ने का कार्य करता है। इस प्रकार, उचित युग्मन रखरखाव को कम नहीं किया जा सकता है। चूंकि मेलामाइन वेयर संपीड़न मशीन हर दिन उच्च गति से चलता है, युग्मन के शिकंजा कभी -कभी ढीले हो सकते हैं। इसलिए, Shunhao ब्रांड मेलामाइन डिनरवेयर मैन्युफैक्चरिंग मशीनों का उपयोग करने वालों के लिए, वे ग्राहक या तकनीशियन हैं, लगातार युग्मन निरीक्षण अत्यधिक उचित हैं। यहां कुछ महत्वपूर्ण रखरखाव पहलू हैं जो शुनहाओ मशीन और मोल्ड फैक्ट्री द्वारा प्रदान किए गए हैं : 1। स्क्रू फिक्सिंग: जिस क्षण आप देखते हैं कि युग्मन शिकंजा ढीला हो गया है, उन्हें तुरंत कसने के लिए अनिवार्य है। ढीले शिकंजा परिचालन अस्थिरता को ट्रिगर कर सकते हैं और मशीन के हिस्सों पर अधिक गंभीर नुकसान भी पहुंचा सकते हैं। 2। रबर कवर चेक : नियमित रूप से जांच करें कि क्या युग्मन से जुड़ा रबर कवर बिगड़ गया है। यदि रबर कवर में उम्र बढ़ने के संकेत हैं, तो इसे बिना देरी के प्रतिस्थापित किया जाना चाहिए। एक वृद्ध रबर कवर के टूटने की संभावना है, जिससे कपलिंग एक -दूसरे के खिलाफ रगड़ सकते हैं, जिससे युग्मन क्षति हो सकती है। 2022 में, शुन्हो मेलामाइन टेबलवेयर मशीनों को एक नए - सामग्री कवर के साथ अपग्रेड किया गया था जो कपलिंग को सुरक्षित रखने के लिए डिज़ाइन किया गया था। जैसा कि छवि में देखा गया है: - आइटम 1 नए पूर्ण सेट का प्रतिनिधित्व करता है: एक नए -सामग्री कवर और एक अद्यतन संरचना के साथ एक युग्मन। क्या अधिक है, यह शुन्हो की पिछली मशीनों के लिए उपयुक्त है। इसलिए, यदि ग्राहक घटकों को अपग्रेड करना चाहते हैं, तो वे नए कवर डिज़ाइन के साथ इस लंबे समय तक चलने वाले युग्मन को प्राप्त कर सकते हैं।...
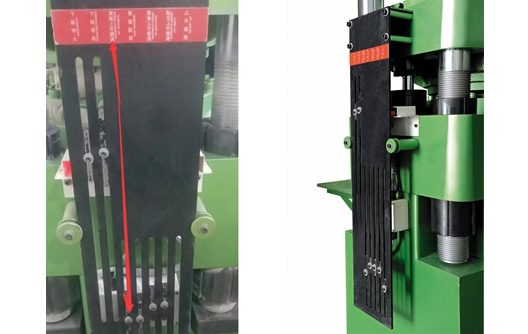
मेलामाइन टेबलवेयर का उत्पादन एक जटिल उत्पादन प्रक्रिया है क्योंकि ऐसा लगता है कि कई पैरामीटर हैं जिन्हें समायोजित करने की आवश्यकता है। हालाँकि, एक बार जब आप कुछ महीनों के लिए आरंभ कर देते हैं, तो आप कई महत्वपूर्ण मापदंडों का योग कर सकते हैं। 1. मोल्ड को बंद करने से पहले उठने और धीरे-धीरे मुड़ने की दूरी को समायोजित करें। 2. उत्पाद के आकार के अनुसार मोल्डिंग समय समायोजित करें। 3. विभिन्न कच्चे माल के अनुसार तापमान को समायोजित करें। 4. निकास दूरी, निकास प्रतीक्षा और निकास समय का समायोजन। 5. डीकैल समय का समायोजन (लगभग समान, केवल ठीक-ठीक)। 6. ग्लेज़िंग पाउडर समय का समायोजन (लगभग समान, केवल ठीक-ठीक)। आज शुन्हाओ फैक्ट्री पहले बिंदु को विस्तार से पेश करेगी: मोल्ड बंद होने से पहले, बढ़ते और धीमे होने की दूरी समायोजन, इसे मशीन की स्ट्रोक प्लेट पर समायोजित करने की आवश्यकता है (नीचे चित्र देखें) उठने और धीमा करने के बटन को ऊपर और नीचे एडजस्ट किया जा सकता है और इसके पीछे एक प्रॉक्सिमिटी सेंसर है। यह बटन सेंसर के करीब है, और प्रकाश चालू है, यह दर्शाता है कि स्थिति तेज से धीमी गति से काम करना शुरू कर देती है। जब कर्मचारी कच्चा माल रखना समाप्त कर लेता है, तो मशीन के फॉर्मिंग बटन (CURING) को दबाएं, और मोल्ड को बंद करने के लिए मशीन तेजी से उठने लगती है। इसलिए, यह तय करने के लिए बटन को एडजस्ट करें कि कब फास्ट से स्लो में बदलना है। ग्राहकों को अधिक स्पष्ट रूप से जानने में मदद करने के लिए, कृपया निम्नलिखित विवरणों को पढ़ें। प्लेट बनाने के लिए प्लेट मोल्ड में कच्चा माल तेजी से चलता है फिर मोल्ड को जल्द से जल्द बंद करने के लिए ऊपर और धीमी गति के लिए बटन को नीचे की ओर समायोजित किया जा सकता है। डीप बाउल बनाने के लिए गहरे बाउल मोल्ड की पूरी गुहा को भरने के लिए कच्चे माल को अधिक समय की आवश्यकता होती है, फिर मोल्ड को धीरे-धीरे बंद करने की आवश्यकता होती है, और जब कच्चे माल ने पूरी गुहा भर दी हो तो मोल्ड को पूरी तरह से बंद कर देना चाहिए। यदि सांचे को कच्चे माल से भरने से पहले सांचे को पूरी तरह से बंद कर दिया गया है, तो एक समस्या होगी: तेल का दबाव गेज दिखाता है कि दबाव गिरता रहता है, हालांकि ढालना पूरी तरह से बंद है। इसलिए, मशीन के दाईं ओर स्ट्रोक प्लेट पर लगे बटन बहुत उपयोगी होते हैं। हम मशीन और मोल्ड को पूरी तरह से मिलान करने के लिए कार्रवाई को ठीक कर सकते हैं, जो मशीन के सेवा जीवन को बढ़ाने का एक फायदा भी है। हमें उम्मीद है कि यह लेख आपके लिए उपयोगी है, कृपया शुन्हाओ मशीन और मोल्ड फैक्ट्री का समर्थन करना जारी रखें !...
High-frequency preheating machines are widely used in the molding industry, such as semiconductor discrete electronic components, integrated circuits, other microelectronic packaging, motor commutators, melamine (melamine) melamine tableware, plastic appliances, etc. As a key step in melamine compression molding, preheating can enhance the fluidity of melamine powder and improve the surface gloss of molded products. The high-frequency preheater produced by Shunhao Factory is very easy to operate, but there are still a few operating matters that the operator needs to pay attention to. 1. In order to prevent damage to the machine, it is necessary to ensure that there is no excessive water and dust in the preheated material. 2. The surrounding environment where the high-frequency preheater is placed cannot be humid, dusty, or high-temperature direct sunlight to ensure the normal heat dissipation function of the vacuum tube. 3. The machine needs to be installed with good quality and well connected to the grounding wire. 4. मशीन चालू होने के बाद, सुनिश्चित करें कि वैक्यूम ट्यूब का कूलिंग फैन सामान्य रूप से काम करता है। 5. एक घंटे तक चलने या बंद करने से पहले मशीन को 10-15 मिनट तक गर्म करने की जरूरत होती है। 6. इन्सुलेट सामग्री को मशीन के ऊपरी और निचले सिरों पर रखा जाना चाहिए, और सीधे संपर्क की अनुमति नहीं है, अन्यथा मशीन क्षतिग्रस्त हो सकती है। 7. जब हाई-फ़्रीक्वेंसी आउटपुट, दुर्घटनाओं को रोकने के लिए, मल्टीमीटर और टेस्ट मीटर जैसे लो-फ़्रीक्वेंसी और लो-वोल्टेज उपकरणों का उपयोग न करें। 8. यह देखने के लिए नियमित रूप से हाई-फ़्रीक्वेंसी प्रीहीटर की जाँच करें कि क्या कोई बर्नआउट, क्षति, खराबी आदि है। 9. अगर मशीन अक्सर चिंगारी लगाती है, तो उसे समय पर ठीक करने की जरूरत है।
After introducing the 718 mold steel, Shunhao Mould Factory will share with you the selection standard of 718 mold steel and hope it will be helpful to you. 1. When selecting the hardness requirements of 718 mold steel, avoid the hardness range that produces temper brittleness. The lower temperature limit of carbon steel is about 250℃, while the upper limit temperature of temper brittleness of alloy steel is about 350~300℃. 2. The selection of mold material has certain requirements to prevent cracking. Alloy steel has better hardenability, slow cooling and quenching, less thermal stress and structural stress, and less cracking tendency. Carbon steel has poor hardenability, large quenched structure stress, and thermal stress, and is easy to crack. 3. The mold designer reasonably formulates the actual technical conditions according to the use performance and the selected steel grade to pursue the highest hardness value of the steel grade. For 718 steel molds, when the heat treatment technical requirements cannot be met, the requirements that have little impact on the life can be appropriately relaxed to avoid multiple repairs and scraps. 4. Strengthen the quality inspection and management of mold raw material. 718 मोल्ड स्टील मेलामाइन टेबलवेयर के लिए सबसे अधिक इस्तेमाल किया जाने वाला स्टील है। Shunhao Molds Factory द्वारा निर्मितसाँचे मोल्ड की सेवा जीवन और गुणवत्ता सुनिश्चित करने के लिए मोल्ड स्टील के चयन में तकनीकी आवश्यकताओं को पूरा करने की गारंटी देते हैं, और टेबलवेयर फैक्ट्री (किफायती और टिकाऊ) की उत्पादन आवश्यकताओं को भी पूरा कर सकते हैं। इसलिए, शुन्हाओ ने अधिकांश ग्राहकों का विश्वास और पुष्टि जीत ली है। Shunhao मोल्ड क्रय हॉटलाइन: +86 15905996312 ईमेल: machine@hongancn.com
718 मोल्ड स्टील को "उन्नत प्लास्टिक मोल्ड स्टील" कहा जाता है और सामान्य प्लास्टिक मोल्ड स्टील्स के बीच सबसे व्यापक रूप से इस्तेमाल किया जाने वाला विशिष्ट स्टील ग्रेड है। आवेदन: 718 मोल्ड स्टील में अच्छी कठोरता और बेहतर प्रदर्शन है, और यह बड़े, उच्च-ग्रेड प्लास्टिक मोल्ड मोल्डिंग का उत्पादन कर सकता है। विशिष्ट अनुप्रयोग उदाहरण उच्च सतह आवश्यकताओं वाले घरेलू उपकरणों के लिए बड़े सांचे, टेम्पलेट। ऑटोमोबाइल, घरेलू उपकरण, ऑडियो और वीडियो उत्पादों आदि जैसे बड़े दर्पण प्लास्टिक के सांचों के लिए उपयुक्त। इसका उपयोग मिरर पॉलिशिंग आवश्यकताओं के साथ प्लास्टिक मोल्ड्स के लिए किया जा सकता है, और यह PA, POM, PS, PE, PP और ABS प्लास्टिक के लिए इंजेक्शन मोल्ड्स और ब्लो मोल्ड्स के लिए उपयुक्त है। अत्यधिक पॉलिश और मांग मोल्ड गुहा। 718 मोल्ड स्टील मेलामाइन टेबलवेयर कारखानों में सबसे अधिक इस्तेमाल किया जाने वाला स्टील है और व्यापक रूप से मेलामाइन संपीड़न मोल्ड्स के उत्पादन में उपयोग किया जाता है । 718 # मोल्ड स्टील से बना टेबलवेयर मोल्ड चमकदार और चमकदार है, और उत्पादित मेलामाइन उत्पाद उच्च गुणवत्ता और प्रतिस्पर्धी हैं। पूछताछ के लिए कॉल करने के लिए आपका स्वागत है! मोबाइल: +86 15905996312 ईमेल: machine@hongancn.com
उचित संरचना डिजाइन मोल्ड के सेवा जीवन को सुनिश्चित कर सकता है, इसलिए यह नए नए साँचे की नींव है। शुन्हाओ मशीन और मोल्ड फैक्ट्री में मेलामाइन कम्प्रेशन मोल्ड्स बनाने में बहुत सारे सफल मामले हैं । 2002 के बाद से 30 से अधिक देशों के ग्राहक शुन्हाओ के साथ दीर्घकालिक सहयोग को पहचानते हैं और बनाए रखते हैं। यह सुनिश्चित करने के लिए कि मोल्ड लंबे समय तक काम कर रहा है, मोल्ड बनाने के लिए निम्नलिखित 3 नियमों का पालन करना चाहिए। 1. अच्छा कास्टिंग संरचना डिजाइन मोल्ड की स्थानीय ताप सांद्रता के कारण होने वाली थर्मल थकान को कम करने के लिए कास्टिंग में एक समान मोटाई होनी चाहिए। मोटाई को छोड़कर, सांचे पर तेज कोनों के कारण होने वाले तनाव से बचने के लिए कास्टिंग में गोल कोने होने चाहिए। 2. उचित ढालना संरचना डिजाइन मोल्ड के थर्मल संतुलन को बनाए रखें। यह सुनिश्चित करने के लिए कि यह दबाव में विकृत नहीं है, मोल्ड में पर्याप्त कठोरता और ताकत होनी चाहिए। मोल्ड को ढालने का उद्देश्य कोर पर प्रभाव और क्षरण को कम करना है। प्रत्येक घटक की सहिष्णुता और सतह खुरदरापन को सही ढंग से चुना जाना चाहिए। 3. ताप उपचार प्रक्रिया का मानकीकरण करें सही गर्मी उपचार प्रक्रिया सबसे अच्छा ढालना प्रदर्शन प्राप्त कर सकती है, अर्थात्, शक्ति, कठोरता, उच्च तापमान आयामी स्थिरता, थर्मल थकान प्रतिरोध और सामग्री काटने का प्रदर्शन। ...
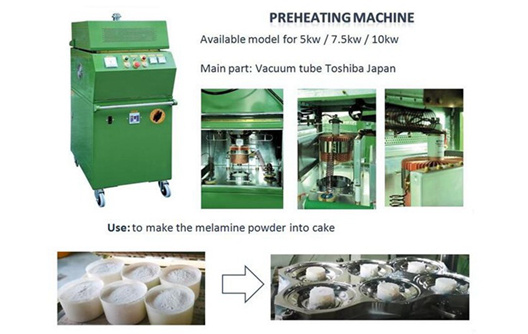
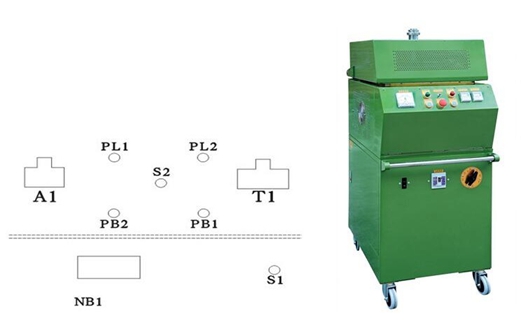
मेलामाइन टेबलवेयर उत्पादन के लिए कच्चे माल का प्रीहीटिंग एक बहुत ही महत्वपूर्ण कदम है। आमतौर पर हम पाउडर को विशेष बॉक्स में डालते हैं और केक में प्रीहीट करने के लिए हाई-फ्रीक्वेंसी प्रीहीटिंग मशीन में डालते हैं। यह उत्पाद की गुणवत्ता में काफी सुधार कर सकता है। आज Shunhao Factory आपको प्रीहैटर के लिए ऑपरेशन के चरण साझा करेगी। पहले, प्रीहीटर के कंट्रोल पैनल के बारे में जान लेते हैं। नियंत्रण कक्ष परिचय: A1 = करंट मीटर PL1 = पावर का पायलट लाइट (हरा) PB2 = हाई फ्रीक्वेंसी स्टार्ट S2 = हाई वोल्टेज स्विच PL2 =HFPILOT लाइट (लाल) PB1 =उच्च आवृत्ति स्टॉप T1 = हाई फ्रीक्वेंसी टाइमर NB1 = नॉन-फ्यूज ब्रेकर S1 = उच्च वोल्टेज समायोजक अगला, हम आपको विशिष्ट ऑपरेशन चरण दिखाएंगे। 1. प्रीहीटर इलेक्ट्रोमैकेनिकल गेट खोलें (बिजली की आपूर्ति 380V है)। 2. प्रीहीटिंग मशीन (पावर इंडिकेटर चालू है) के पावर स्विच को चालू करें और 5-10 मिनट के लिए गर्म करें। 3. प्रीहीटर स्विच को "चालू" पर सेट करें। 4. "हीटिंग टाइम" और "हीटिंग तापमान" सेट करें। 5. Put the raw material MMC in a special container and press the "High Frequency Start" button. (The heating indicator lights up). 6. When the temperature reaches the set value, the preheater will stop working and then automatically open. 7. If an abnormality is found, it should be shut down and stopped immediately, and reported to relevant personnel for handling. Attention:Please do switch off the power of the machine during checking or maintenance for safty reason. And keep the side door closed during its running....
The tube is the most important part of high frequency preheating machine . In Shunhao Factory, the tube and the machine will be separated and carefully packed. The machine uses wooden box sealed packaging for goods safty, 100% protection of the machine from moisture and collision. जब मशीन ग्राहक के कारखाने में सुरक्षित रूप से पहुंचती है, तो शुन्हाओ इंजीनियर कैनन ट्यूब को स्थापित करने में मदद करेंगे । पहले, हम वीडियो देख सकते थे और कुछ अंदाजा लगा सकते थे। प्रीहीटिंग मशीन के लिए ट्यूब कैसे स्थापित करें? आपके अनुसरण के लिए यहां स्पष्ट कदम दिए गए हैं। 1. ग्लास को बाहर निकालें और कैनन ट्यूब को सावधानी से वापस रखें। 2. अन्य तारों या कॉइल को उनके सही स्थान पर कसकर कनेक्ट करें। मुख्य नोट: 1 नवंबर 2018 को तोशिबा जापान ट्यूब का नाम कैनन ट्यूब में बदल दिया गया है। ट्यूब एचएफ प्रीहीटिंग मशीन का दिल का हिस्सा है । प्रीहीटर मशीन का उपयोग ज्यादातर मेलामाइन मोल्डिंग कंपाउंड प्रीहीटिंग प्रक्रिया के लिए किया जाता है। प्रीहीटिंग मशीन पैरामीटर: नहीं संतुष्ट। HGY-520 HGY-720 HGY-1020 1 उत्पादन 5 किलोवाट 7KW 10 किलोवाट 2 शक्ति का स्रोत 3 Φ 220V 380 वी 415 वी 3 Φ 220V 380 वी 415 वी 3 Φ 220V 380 वी 415 वी 3 पावर इनपुट 11 केवीए 13 केवीए 20 केवीए 4 दोलन आवृत्ति 62मेगाहर्ट्ज 62मेगाहर्ट्ज 27मेगाहर्ट्ज 5 वेक्यूम - ट्यूब 7T699RB E3069RB 8T85RB 6 वोल्टेज स्विचिंग 3-स्टेज 3-स्टेज 3-स्टेज 7 समय 999.9एस 8 प्रीहीटिंग पावर 110 ℃ 60 सेकंड के भीतर 9 फेनोलिक राल 1200 जीआर 1500 जीआर 6500 जीआर 10 मेलामाइन मोल्डिंग यौगिक 1000 जीआर 1200 जीआर 6000 जीआर 11 यूरिया मोल्डिंग यौगिक 1000 जीआर 1500 जीआर 6000 जीआर 12 इलेक्ट्रोड का आकार 310 × 360 मी / मी 340 × 380 मी / मी 450 × 560 मी / मी 13 इलेक्ट्रोड रिक्ति 30-70 मी / मी 30-70 मी / मी 35-60 मी / मी 14 मशीन आयाम (LWH) 850×600×1520 850×600×1520 1150×820×1720 15 मशीन वजन 260 किग्रा 320 किग्रा 600 किग्रा प्रीहीटर मशीन के अलग-अलग मॉडल हैं: 3KW बहुत छोटा है, मेलामाइन उद्योग में शायद ही कभी इस्तेमाल किया जाता है 5KW का उपयोग आमतौर पर पाउडर क्षमता के साथ 1000 ग्राम तक किया जाता है 7KW 5KW मॉडल के समान है, लेकिन इसकी क्षमता 1200 ग्राम तक है। मेलामाइन वेयर मोल्डिंग मशीन 300 टन -800 टन के साथ काम करने के लिए 10 किलोवाट की पाउडर क्षमता 6000 ग्राम तक है यूरिया टॉयलेट सीट कवर बनाने की मशीन के लिए 10 किलोवाट प्रीहीटिंग मशीन की सिफारिश की जाती है , ...
In production practice, we found that hydraulic system failures caused by hydraulic oil accounted for 75% of the entire hydraulic failure rate, so how to effectively clean the oil tank is particularly important. Shunhao Factory will introduce you the clear cleaning measures. 1. The new hydraulic oil tank formed by welding shall be treated as follows before phosphating. Use a spatula to thoroughly remove the welding slag and weld nodules at the surrounding welds. तेल टैंक छिद्र और हर जगह कनेक्टिंग थ्रेडेड छिद्रों की गड़गड़ाहट और गड़गड़ाहट को साफ करने के लिए एक फ़ाइल का उपयोग करें। सभी भागों को एक लिंट-फ्री कपड़े और मिट्टी के तेल से साफ करें। तेल टैंक और साफ भागों की सतह पर धूल को उड़ाने के लिए संपीड़ित हवा का प्रयोग करें। यदि आपको सीलिंग कवर के विमान पर गैसकेट स्थापित करने की आवश्यकता है, तो आपको पहले से गैसकेट बनाना होगा। 2. फॉस्फेटिंग के बाद तेल टैंक की उपस्थिति को साफ करें तेल टैंक की भीतरी सतह पर फास्फेटिंग समाधान अवशेषों और कणों को साफ करने के लिए एक रंग का प्रयोग करें। यदि जंग के धब्बे हैं, तो जंग हटाने के लिए रेत के कपड़े का उपयोग करें, और जंग हटाए गए हिस्सों पर फॉस्फेटिंग घोल लगाएं, और 2 मिनट के बाद फॉस्फेटिंग घोल के अवशेषों को साफ करें। मिट्टी के तेल को एक लिंट-फ्री कपड़े से साफ करें, कनेक्टिंग थ्रेड्स के तेल बंदरगाहों को हर जगह साफ करें और संपीड़ित हवा से सुखाएं, तेल बंदरगाह को समय पर एक साफ स्क्रू प्लग से सील करें, और टैंक की आंतरिक सतह को साफ मिट्टी के तेल से अच्छी तरह से साफ़ करें। साफ एंटी-वेयर हाइड्रोलिक तेल (L-HM46#) के साथ आटा गूंधें, वेल्ड, छेद, कोनों और सतह के अन्य हिस्सों को एक-एक करके पेस्ट करें, और ऑपरेशन को तब तक दोहराएं जब तक कि आटा अशुद्धियों, महीन धूल और कणों से मुक्त न हो जाए . संपीड़ित हवा के साथ तेल टैंक के अंदर अच्छी तरह से उड़ाएं, और साफ एल-एचएम 46 # एंटी-वियर हाइड्रोलिक तेल (तेल टैंक के अंदर जंग लगने से रोकने के लिए) लागू करें। यदि साफ किए गए तेल टैंक को समय के लिए इकट्ठा नहीं किया जाता है, तो इसे तुरंत कवर किया जाना चाहिए और इसे एक बड़े टेप से सील किया जा सकता है। और द्वितीयक प्रदूषण को रोकने के लिए तेल टैंक कैप पर रखें, और दस्तक देने से बचने के लिए इसे उचित स्थिति में रखें। शुन्हाओ द्वारा बनाई गई हाइड्रोलिक मेलामाइन मोल्डिंग मशीन ताइवान प्रौद्योगिकी समर्थित हैं, अगर ठीक से संचालित की जाती हैं, व्यवस्थित तरीके से बनाए रखा जाता है, टिकाऊ संचालन हो सकता है और मेलामाइन टेबलवेयर कारखानों के लिए सबसे अच्छा सहायक होगा!...
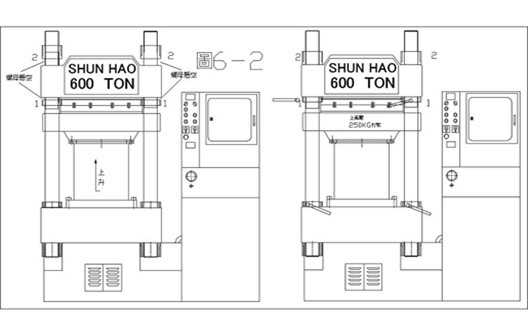
चित्र 1: हाइड्रोलिक प्रेस के निचले हिस्से के साथ मेलामाइन मोल्डिंग मशीन Before operation, connect the power supply and check whether the motor rotation direction is correct. Turn the machine under Manual Mode; slowly raise the machine to the position of Picture 2. 2-1 are the nuts of the tension column. Install the nuts in the position as shown in the picture. Then lock the screws 2-2. Picture 2 Picture3 Picture 4 Picture 5 The four parallel guides must be fitted with nuts, as shown in Picture 3. Then lower the machine to lower the nut to the position, as shown in Picture 4. After the operation, lock the nuts, as shown in Picture 5, and then tighten the nuts counterclockwise with a hammer. Picture 6 Picture 6-1 Picture 6-2 Correct the parallelism of the heating plate: Turn the nuts of the upper bolster high, as shown in Picture 6-1 Continue to raise the heating plate up, raise the upper bolster to separate it from the nut 2, but not touching the nut, as shown in Picture 6-2 Turn the nut 1 and nut 2 tightly closely to the upper bolster. Press the machine to 230kg / cm², and tighten the nut 2 counterclockwise
Today, Shunhao Machine and Mould Factory will introduce you how to Install the compression molds in Melamine Making Machine. (Ⅰ) Check whether the specifications of the molds are suitable to install on the heating plate of the machine before molds installation. Adjust the moving bolster to the lowest position, and prepare 8-12 fixed clamp irons and several gaskets (standard accessories). (Ⅱ) Use a forklift to move the whole set of molds to a moderate position on the heating plate of the machine. Lock the mold plate with fixed clamp iron, gaskets and bolts to secure the lower mold to the lower plate of the machine. (Ⅲ) Use the manual operation mode of the hydraulic making machine to slowly raise the heating plate of the machine, so that the upper mold is gently pressed against the upper plate of the machine. 1. If the mold is high, you can loosen the nut on the outside of the upper plate. After raising the mold to the highest position, screw the inner nut on and tighten it, and then unscrew the upper nut but firmly fix the upper plate. 2. यदि साँचे पिछले साँचे के सेट से कम हैं, तो ऊपरी प्लेट को पिछले उच्च साँचे या लोहे की काफी ऊँचाई के साथ उपयुक्त स्थिति में उतारा जाना चाहिए। हटो, पिछले उच्च मोल्ड को उतारो और इसे एक नए मोल्ड के साथ बदलें और इसे उपरोक्त विधि में स्थापित करें। (ⅠⅡⅢ) 3. ऊपरी मोल्ड को ऊपरी प्लेट में एक निश्चित क्लैंप आयरन के साथ ठीक करें। 4. सभी नटों की जाँच करें और उन्हें कस लें, और फिर शिकंजा कसने के लिए हथौड़े और अन्य उपकरणों का उपयोग करें। ऑपरेशन के दौरान इसे ढीला होने से बचाने के लिए सभी नट्स को कसकर बंद कर दें।